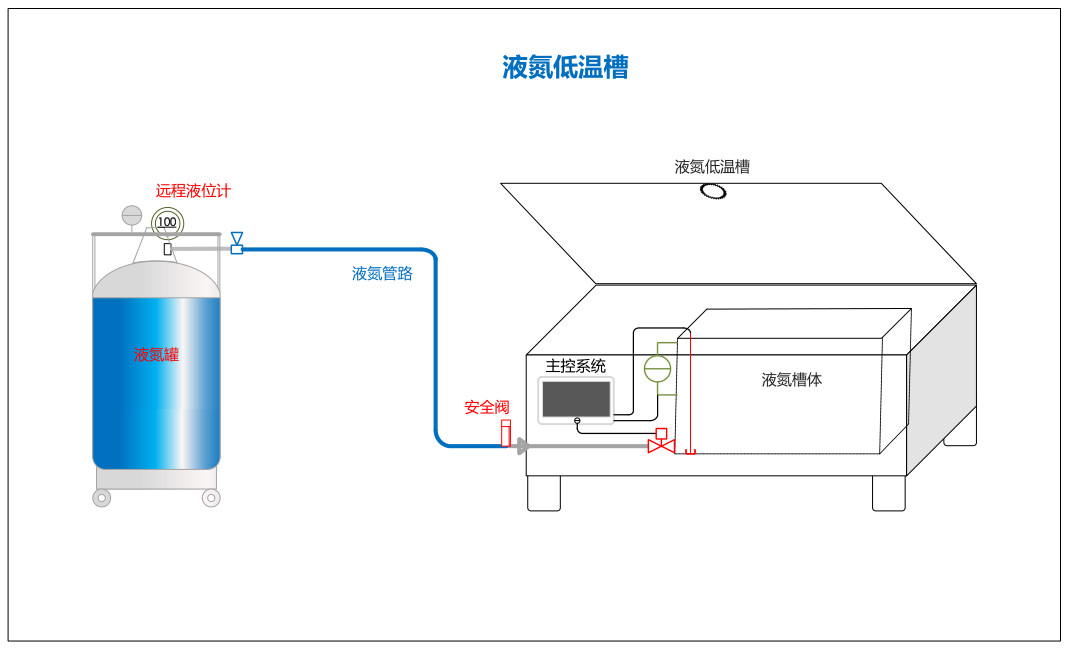
一、液氮罐真空層的結構與功能
液氮罐通常采用高真空多層絕熱結構,由內罐、外罐及中間的真空夾層組成。真空層的核心作用是通過抽除空氣形成低壓環境(真空度通常維持在 10?3~10??Pa),最大限度降低熱傳導和熱對流,從而實現對液氮的長期低溫保存(液氮沸點為 - 196℃)。當真空層破裂時,外界空氣會迅速進入夾層,導致絕熱性能急劇下降,表現為罐體表面結霜、液氮消耗量異常增加(正常日蒸發率≤1%,破損后可能飆升至 5% 以上)。
二、真空層破裂的常見原因
- 機械損傷:運輸碰撞、摔落導致外罐變形,或內罐支撐結構(如彈簧、支架)斷裂,造成內外罐接觸。
- 密封失效:夾層封口處的金屬焊口開裂(多發生于焊接工藝缺陷或應力疲勞),或橡膠密封圈老化(常見于使用 5 年以上的罐體)。
- 材料腐蝕:長期暴露于潮濕環境,夾層內殘留的水汽導致金屬氧化,尤其是不銹鋼材質的焊縫區域易被腐蝕穿透。
三、修補可行性分級評估
(一)可修復情況(建議專業維修)
- 特征:罐體無明顯變形,真空度檢測值在 10?2Pa 左右(正常新罐為 10??Pa 以下),夾層內無明顯污染物。
① 打開封口閥,使用真空泵對夾層進行二次抽真空(需達到 10?3Pa 以下),同時加熱罐體至 60-80℃烘烤 2-4 小時,排除夾層內殘留水汽。
② 對泄漏點進行補焊(僅適用于金屬焊口裂縫,裂縫長度需<5mm),采用氬弧焊或電子束焊,焊后重新抽真空并充入干燥氮氣保護。
- 成功率:約 60%-70%,依賴于泄漏點定位精度(需使用氦質譜檢漏儀)。
- 特征:外罐出現直徑<10mm 的凹坑或穿孔,內罐保持完整,夾層未進入液體或大量雜質。
① 清除破損處的氧化層和污染物,使用與罐體同材質的補片(厚度≥原板材 80%)進行焊接修補。
② 修補后需對整個夾層進行檢漏,確保無新增漏點,再進行抽真空處理。
(二)不可修復情況(建議更換新罐)
- 內罐或外罐出現大面積變形(如直徑方向變形量>2%)、支撐結構斷裂導致內外罐接觸,此時修補后無法恢復原有真空性能,且存在內罐破裂的安全隱患。
- 夾層內進入雨水、液氮殘留或其他腐蝕性液體,導致多層絕熱材料(如鋁箔、玻璃纖維)失效,即使抽真空也無法恢復隔熱效果(熱導率>0.02W/(m?K))。
- 多數液氮罐設計真空壽命為 8-10 年,超過年限后夾層材料老化,即使修復當前漏點,其他區域也可能陸續出現問題,經濟性上更適合更換。
四、專業維修注意事項
維修前必須進行全面檢測:① 稱重法檢測液氮日蒸發率;② 真空度測量(使用麥氏真空計或電容薄膜真空計);③ 氦質譜檢漏定位漏點(精度可達 10??mbar?L/s)。
- 維修前需將罐內剩余液氮排空,并靜置 24 小時以上,確保罐內溫度回升至室溫,避免低溫凍傷或壓差導致的部件損壞。
- 焊接作業時需拆除夾層內的絕熱材料,防止高溫損壞保溫層,修復后需重新鋪設多層絕熱材料(層數≥原設計的 80%)。
建議聯系原生產廠家或具備 A2 級壓力容器維修資質的機構,非專業人員操作可能導致罐體密封性下降或引發安全事故(如真空層殘留氧氣遇明火爆炸)。
五、預防性維護建議
- 避免罐體傾斜超過 45°,搬運時使用專用手推車,防止碰撞;定期(每季度)擦拭罐體表面,保持干燥清潔。
- 每年進行一次真空度檢測,發現日蒸發率異常升高(較初始值增加 30% 以上)時,及時排查真空層狀態。
- 若長期不用,應倒空液氮并保持罐口微開,防止潮濕空氣在夾層內凝結,存放環境濕度需<60% RH。
結論
液氮罐真空層破裂后的修補可行性取決于破損程度和結構完整性。輕微密封泄漏或局部破損在專業維修下具有一定修復可能(成本約為新罐價格的 30%-50%),但結構性破壞或嚴重污染時建議直接更換。維修前務必通過專業檢測明確破損類型,選擇具備資質的機構操作,以確保安全性和修復效果。對于使用超過 5 年的罐體,需重點關注真空層老化問題,預防性維護優于事后修復。